


Comparative frame: why process matters
Quality control presents as a choice between repeatable processes and ad hoc checks; the former wins when you need predictable output. This piece compares distinct stages — cell sorting, assembly, automated laser welding — and how those stages shape reliability in both PV modules and inverters. I first saw the difference in a small Edinburgh workshop where a stacked prototype with all in one storage units reduced commissioning time by a noticeable margin, an experience that anchors the discussion in a real deployment. The practical question here is which methods cut defects and which merely shift problems downstream.
Cell sorting versus laser welding: front-line manufacturing
Cell sorting targets variability at the raw-material level. Sorting cells by IV curve and internal resistance reduces mismatch losses in a PV module and improves yield testing metrics on the production line. By contrast, automated laser welding addresses assembly variability: precise welds lower contact resistance and improve thermal paths. Both matter. If you prioritise early defect elimination, invest in rigorous cell sorting; if joint integrity and production throughput are critical, automated laser welding will deliver. Industry terms to note: PV module, cell sorting, laser welding — they’re not interchangeable; each fixes a different failure mode.
Testing and validation: inverter routines and BMS checks
Inverters and battery systems demand functional tests that mimic real-world loads. Standard checks should include inverter efficiency curves, transient response, and a battery management system (BMS) audit that confirms cell balancing and accurate state of charge (SoC) reporting. Thermal cycling and humidity stress tests reveal latent faults that static bench tests miss. Practical validation pairs electrical tests with firmware checks — an inverter may pass DC-to-AC conversion metrics yet fail under firmware edge cases that a BMS report would flag.
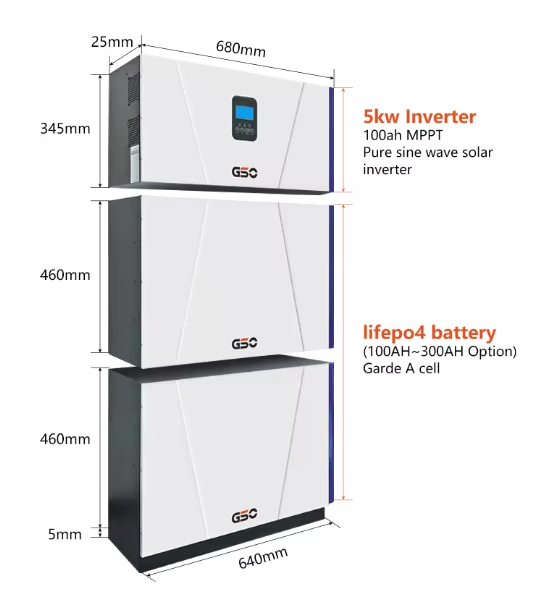
Integrated all-in-one versus modular architectures
Compare an integrated all in one energy storage system against a modular stack: the integrated unit shortens handovers between photovoltaic, battery, and inverter engineers; the modular approach isolates failures but increases integration points. The integrated route tends to lower commissioning friction and simplifies system-level testing, while modular designs let teams replace or upgrade elements without wholesale replacement. For installers in urban settings — I observed this in an Edinburgh retrofit — integrated stacks often sped approvals because fewer interfaces meant fewer inspection items.

Common mistakes and parallels from front-end engineering
Teams often accept component-level metrics as sufficient. That’s a mistake. In software terms, it’s like testing a function in isolation and assuming the UI will behave. Missed integration tests allow obscure bugs to reach customers. Practically, don’t skip end-to-end power flow validation: confirm charge/discharge cycles, inverter ramp behaviour, and BMS fault handling under load. Also avoid overfitting acceptance criteria to lab conditions; real roofs and variable irradiance reveal different failure modes — thermal cycling and SoC drift are typical culprits. Small human notes — an interrupted log or delayed fault report can disguise a systemic issue, so keep logs tight.
Three critical metrics for selection
1) Defect per million opportunities (DPMO) at the module level: low DPMO from cell sorting and welding shows process maturity. 2) Field availability over 12 months: measure actual uptime after installation, including inverter firmware stability and BMS interventions. 3) Mean time to repair (MTTR) for system-level faults: integrated designs should yield lower MTTR by reducing interface ambiguity. These three metrics expose where manufacturers focus effort and where installers will pay later in operational cost.
Closing advisory and final thought
Use DPMO, field availability, and MTTR as your golden rules when choosing a production partner or product. They point to what matters in manufacturing — precise cell sorting, consistent laser welding, and robust inverter/BMS validation — and they show where gsopower’s integrated approach can reduce inspection overhead and speed reliable installs. For practitioners who value measured outcomes, consider the vendor’s track record in these metrics; it stands as the clearest proxy for long-term performance. gsopower. —